焊接陶瓷彎頭-陶瓷彎頭生產(chǎn)廠家-耐磨彎頭技術(shù)要求
營(yíng)口耐磨彎頭技術(shù)要求如下:
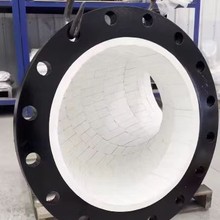
1����、陶瓷貼片復(fù)合互壓式耐磨焊接陶瓷彎頭����、直管����。陶瓷彎頭帶背包����,背包內(nèi)填滿(mǎn)耐磨膠泥材料。充滿(mǎn)度為100%���。
2�、陶瓷彎頭���、直管外管母材厚度為10mm,材質(zhì)為#20碳鋼���,所用陶瓷片厚度不小于12mm,彎頭內(nèi)���、外弧壁的陶瓷片厚度一致���,當(dāng)互壓式耐磨焊接陶瓷彎頭內(nèi)的送粉介質(zhì)溫度出現(xiàn)20℃-150℃變化時(shí)����,內(nèi)壁陶瓷層不應(yīng)出現(xiàn)裂紋��、脫落���。

3�����、陶瓷彎頭�����、直管與送粉管道兩者熱膨脹系數(shù)相當(dāng)���,不會(huì)因溫度、沖刷等出現(xiàn)脹縮崩裂現(xiàn)象����,具有良好的耐熱、耐腐蝕性能����。4�����、耐磨陶瓷裝貼需緊密貼緊管內(nèi)壁�����,耐磨陶瓷層過(guò)渡圓滑,以提高其耐磨性能��。
5���、互壓式耐磨焊接陶瓷彎頭內(nèi)襯陶瓷貼片應(yīng)采用互壓互鎖原理固定�����。陶瓷貼片采用帶孔的穿透焊接式加固型����,即除用無(wú)機(jī)膠粘貼外��,還用螺栓穿過(guò)陶瓷片上的孔與鋼管內(nèi)壁接觸�����,然后用焊接陶瓷加固在鋼管外壁上,以增強(qiáng)其抗沖擊性能���,確保陶瓷片不脫落��。焊點(diǎn)應(yīng)加裝陶瓷護(hù)蓋��,護(hù)蓋粘接牢固����,運(yùn)行期間不得出現(xiàn)脫落的問(wèn)題���。
6�、陶瓷片粘貼后兩塊瓷間表面凹凸不超過(guò)±0.5mm��。沿介質(zhì)流動(dòng)方向上����,當(dāng)陶瓷塊布置的長(zhǎng)度大于50mm時(shí),陶瓷塊的拼接處的間隙不得大于0.5mm���,每?jī)商沾蓧K之間間隙需小于1mm����,陶瓷塊拼接處間隙內(nèi)壁須用高溫膠泥緊密填充。




7��、陶瓷塊之間填充的膠泥耐磨性與陶瓷塊耐磨性應(yīng)一至�。其粘接強(qiáng)度要求如下:抗拉強(qiáng)度≥24.2MPa、剪切強(qiáng)度≥7.08MPa����。
8、陶瓷貼片復(fù)合互壓式耐磨焊接陶瓷彎頭內(nèi)表面光滑����,其內(nèi)表面光滑度優(yōu)于任何金屬管道����,阻力系數(shù)為0.0193,減少運(yùn)行阻力����。
9、焊接陶瓷彎頭�����、直管兩端制作有厚度10mm的接口管,接口管長(zhǎng)度150mm���,材質(zhì)為#20碳鋼�����,接口管直徑與原管道直徑一致,并在出廠時(shí)制作好焊接坡口�,便于對(duì)口焊接����。陶瓷彎頭帶背包,背包內(nèi)填滿(mǎn)耐磨膠泥材料���。充滿(mǎn)度為100%�����,背包高度不低于100mm��。
10���、焊接陶瓷彎頭、直管與原煤粉管道進(jìn)行焊接時(shí),內(nèi)壁陶瓷層不應(yīng)由于焊接發(fā)熱出現(xiàn)陶瓷片裂紋�、脫落、炸裂及其它任何缺陷�。
11、焊接使用的螺栓其抗拉強(qiáng)度應(yīng)≥199MPa��;剪切強(qiáng)度應(yīng)≥322MPa����。螺栓穿過(guò)套式加固片的錐形孔與鋼管外壁焊焊成一體,確保陶瓷片與彎頭的固定�����,耐磨件的外表質(zhì)量光滑美觀��。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)